中山市精科印刷设备有限公司

电子邮箱
uv@jkuv.org
咨询电话
(0760)88498235中山市精科印刷设备有限公司
电子邮箱
uv@jkuv.org 咨询电话
(0760)88498235
新闻中心
联系我们
地址:广东省中山市港口镇沙港东路9号
联系人:翁先生
电话:18676267728
传真:0760-88498239
添加时间:2016-12-03 发布在:行业资讯 阅读:12,571
(1)侧规压纸轮或挡板上的纸毛、墨渣等异物影响纸张顺利到位。
(2)侧规盖板过高导致纸张拉过头或过低而拉不到位。
(3)弹簧过紧导致纸张拉过头,过轻则拉不到位。
(4)侧规压纸轮下落过早,导致纸张未完成前规定位前就被侧规压纸轮压住。
(5)侧规压纸轮上抬过晚,侧规压纸轮还没有抬起,递纸牙已经开始叼住纸张。

侧规属于二次定位,与前规定位不同,没有冲力等问题的影响。同时侧规定位时,必须保证不破坏前规的定位准确性。
侧规相对定位时间的调节:可视印刷时纸张前定位和侧定位的稳定性灵活掌握。前定位性好,可加长侧定位相对时间,反之则减少侧定位时间。
拉纸力的调节:可根据纸张的定量、厚薄不同,以纸边不被拉卷曲为原则灵活掌握。
侧规盖板、挡板方向的调节:盖板与输纸台距离以3张纸厚度为标准。挡板是以纸边与侧规挡板和前规挡纸板相垂直为标准。
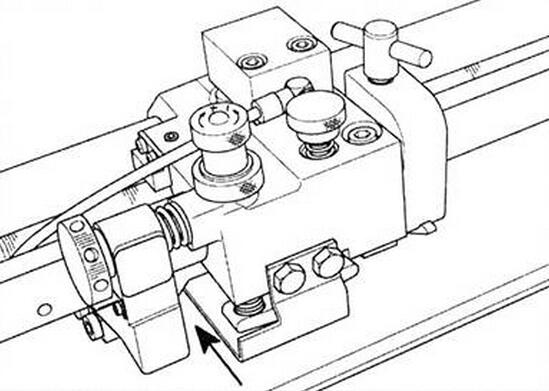
依据机器工作关系表可知,侧规滚轮刚抬起时是77°,与递纸牙在牙台上闭牙时是77°完全对应。但在实际生产中,操作者往往不注意侧规压纸轮下落拉纸时间。由于控制侧规拉纸时间长短的偏心凸轮磨损或偏心位置调节不当,会造成纸张在输送过程中被拉偏,影响纸张顺畅到达前规定位,这是导致侧规一侧走纸慢、规矩不准的最主要原因。实践表明,将侧规的拉纸时间调慢一点,即侧规压纸轮下落接触滚花轮的瞬间最佳位置应在110~108°,让侧规抬起时与递纸牙的交接有更充分的同步时间,使纸张在输纸台上输送过程中走得更平稳到位。
前规过低,导致走纸不到位;前规过高,导致纸张定位时前沿翘起。正确方法:前规与输纸台的间隙是所印纸张厚度的3倍。
相关文章:
版权所有 @ 中山市精科印刷设备有限公司 公司地址:广东省中山市港口镇沙港东路9号
手机:18676267728 翁先生 Q Q:2544007807 网站备案号:粤ICP备13077070号-4
专注UV光固机、UV固化机生产与加装,胶印UV、凹印UV、LED-UV、涂布UV各印刷机冷光源UV固化系统方案制作专家。

 售前咨询
售前咨询